لحیمکاری یکی از روشهای ساده و پرکاربرد برای ایجاد اتصال بین قطعات فلزی است. در این فرآیند، ابتدا قطعات مورد نظر باید به یکدیگر نزدیک شده و در طول لحیمکاری کاملاً ثابت نگه داشته شوند. سپس این نواحی تا حد کافی حرارت میبینند تا مذاب لحیم بتواند آنها را به طور کامل پوشش دهد. در نهایت، با افت دما و انجماد لحیم، اتصال فلزی کامل میشود.
برای دستیابی به فرآیند لحیمکاری با کیفیت، کنترل عوامل زیر حائز اهمیت است:
- فلاکس (Flux)
- حرارت (Heat)
- ترکنندگی (Wetting)
- تمیز کاری(Cleaning)
- لحیم پذیری (Solderability)
۱. فلاکس
فلاکس ترکیبی شیمیایی است که به منظور تمیزسازی محل لحیمکاری مورد استفاده قرار میگیرد. این ماده با حذف لایههای اکسیدی تشکیلشده به دلیل تماس با اتمسفر و سایر آلودگیهای سطحی، موجب افزایش ترکنندگی مذاب و بهبود کیفیت فرآیند لحیمکاری میشود. همچنین فلاکس با ایجاد یک لایه محافظ، از اکسید شدن مجدد سطوح جلوگیری میکند. از دیگر وظایف فلاکس میتوان به کاهش کشش سطحی در نواحی تماس اشاره کرد که این امر موجب افزایش سیالیت مذاب و بهبود هرچه بیشتر فرایند ترکنندگی خواهد شد.
۲. حرارت
اعمال حرارت، یکی از عوامل کلیدی در تمامی فرآیندهای لحیمکاری به شمار میآید. در این فرآیند، نقطه ذوب آلیاژ لحیم بسته به نوع فلز مورد استفاده، معمولاً در بازه ۱۸۰ تا ۲۲۰ درجه سانتیگراد قرار دارد. بنابراین، به منظور ایجاد اتصال مطلوب، ضروری است مذاب لحیم حداقل تا دمای بالاتر از این محدوده حرارت داده شود تا شرایط لازم برای تشکیل اتصال فلزی مناسب فراهم گردد.
۳. ترکنندگی
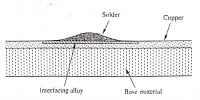
ترشوندگی در فرآیند لحیمکاری عبارت است از برقراری تماس مستقیم و کامل میان مذاب لحیم و سطح محل اتصال، که لازمه این امر، پاکیزگی کامل سطح و عاری بودن آن از هرگونه آلودگی یا لایههای اکسیدی است. همانطور که در شکل نیز مشاهده میشود، در نواحی دارای ترشوندگی مطلوب، یک پیوند بینفلزی قوی ایجاد میگردد که به آسانی قابل جدا شدن نیست. دلیل این امر، انحلال متقابل اتمهای لحیم و اتمهای سطح فلز پایه در یکدیگر هنگام ذوب آلیاژ لحیم است.
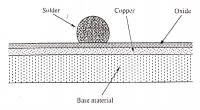
در مقابل، اگر سطح فلز بهخوبی تمیز نشده باشد و لایه اکسیدی یا آلودگی بر روی آن وجود داشته باشد، عملاً اتمهای فلزی برای واکنش در دسترس نیستند و فرآیند ترشوندگی انجام نخواهد شد؛ مشابه حالتی که قطره آب روی یک سطح چرب قرار میگیرد و به راحتی پخش نمیشود.
۴. تمیز کاری
در فرآیند لحیمکاری، دو مرحله اصلی برای تمیزکاری سطوح وجود دارد:
مرحله اول: قبل از انجام لحیمکاری، سطوح مورد نظر باید بهطور کامل از هرگونه آلودگی و لایههای اکسیدی پاکسازی شوند تا امکان ترکنندگی مطلوب و اتصال مناسب فراهم گردد. این مرحله را «تمیزکاری قبل از مونتاژ» مینامند.
مرحله دوم: بعد از انجام لحیمکاری، ممکن است مقداری از باقیمانده فلاکس بر روی سطح لحیم باقی بماند. از آنجایی که این باقیماندهها غالباً از نظر شیمیایی فعال بوده و میتوانند باعث بروز خوردگی و کاهش دوام اتصال شوند، بهتر است این آلودگیها از سطح پاک شوند. این فرآیند «تمیزکاری بعد از مونتاژ» نامیده میشود.
۵. لحیم پذیری
لحیمپذیری آلیاژ مورد استفاده، یکی از پارامترهای کلیدی و تأثیرگذار بر کیفیت اتصال لحیم به شمار میرود. باید توجه داشت که فرآیند لحیمکاری تنها برای اتصال برخی از فلزات خاص کارایی مطلوب دارد و با تغییر فلز پایه، کیفیت اتصال لحیم نیز تحت تأثیر قرار میگیرد. حتی در مورد فلزاتی که ذاتاً از لحیمپذیری مناسبی برخوردارند، تمایل به اکسیداسیون سطحی (مانند پدیده اکسیداسیون روی مسیرهای مسی در صنایع الکترونیک) میتواند موجب کاهش قابلیت لحیمپذیری شود.
جمعبندی و توصیههای کلیدی
همانطور که در بخشهای پیشین اشاره شد، کیفیت لحیمکاری قطعات فلزی تحت تأثیر عوامل متعددی قرار دارد که باید در طول فرآیند به دقت مدنظر قرار گیرند. بدین منظور، تنها استفاده از مواد استاندارد و مرغوب کافی نبوده و لازم است سایر پارامترهای مؤثر نیز با دقت کنترل و مدیریت شوند.
برای دستیابی به اتصالات لحیم با کیفیت و دوام مناسب رعایت نکات زیر توصیه میشود:
- انتخاب آلیاژ و فلاکس متناسب با نوع کاربرد و الزامات کیفی و زیستمحیطی
- اطمینان از تمیز بودن سطوح پیش از لحیمکاری و پاکسازی بقایای فلاکس پس از آن
- کنترل دقیق دما و زمان حرارتدهی
- استفاده از تجهیزات استاندارد و رعایت دستورالعملهای ایمنی
رعایت این موارد نقش بسزایی در افزایش کیفیت و دوام اتصالات لحیم دارد.