
آندهای سربی از اجزای کلیدی در سلولهای الکترولیز صنایع روی، مس و سایر فرایندهای هیدرومتالورژی هستند و عملکرد آنها تأثیر مستقیم بر بازده انرژی، کیفیت محصول و هزینههای عملیاتی دارد. تولید یک آند سربی استاندارد، تنها به ذوب و شکلدهی محدود نمیشود، بلکه فرایندی چندمرحلهای و کاملاً کنترلشده است که شامل مهندسی دقیق مذاب، انتخاب روش ریختهگری مناسب، اصلاح ساختار با نورد، عملیاتهای حرارتی، صافکاری ابعادی و آمادهسازی شیمیایی سطح میباشد. هر یک از این مراحل نقش حیاتی در ایجاد ساختاری پایدار، یکنواخت و مقاوم در برابر محیط خورنده الکترولیز دارند.
در این مقاله، مراحل اصلی تولید آندهای سربی از آغاز تا آمادهسازی نهایی مرور میشود تا نشان داده شود که چگونه ترکیب دانش متالورژی، کنترل فرایند و تجهیزات صنعتی پیشرفته، منجر به تولید آندهایی با عمر طولانی و عملکرد قابلاعتماد در خطوط الکترولیز میگردد.
ریختهگری آندهای سربی
ریختهگری آندهای سربی یکی از حساسترین مراحل تولید الکترودهای مورد استفاده در صنایع الکترولیز و استخراج فلزات است. کیفیت نهایی آند اعم از یکنواختی ساختار، رفتار خوردگی و طول عمر بهطور مستقیم به نوع روش ریختهگری وابسته است.
روش سنتی و همچنان پرکاربرد در صنعت، ریختهگری در قالب فلزی است. در این فرآیند، سرب یا آلیاژ سربی پس از ذوب شدن در دمای کنترلشده وارد قالب فولادی پیشگرمشده میشود. انتقال حرارت میان مذاب و قالب باید بهگونهای باشد که پوسته اولیه سریعاً اما بدون شوک حرارتی تشکیل شود و انجماد در عمق قطعه به صورت یکنواخت ادامه یابد. مزیت این روش، سادگی، هزینه مناسب و امکان تولید صفحات ضخیم است، اما اگر دمای قالب یا طراحی هندسی آن بهدرستی کنترل نشود، ناهمگنی در ریزساختار و رشد دانههای نامطلوب در آند شکل میگیرد. طراحی قالب در این روش نقشی بنیادی دارد، زیرا کوچکترین تغییر در انتقال حرارت میان مذاب و دیواره قالب میتواند الگوی انجماد را تغییر داده و موجب ایجاد نواحی ریزدانه و درشتدانه ناهمگون در آند شود.
کنترل رفتار مذاب سرب قبل از ورود آن به قالب، یکی از مهمترین پیشنیازهای موفقیت این روش است. سرب به دلیل تمایل بالا به اکسید شدن و تشکیل لایههای PbO، باید با حداقل تماس با اکسیژن و با سربارهبرداری آرام ذوب شود تا از ورود آخالهای اکسیدی به قالب جلوگیری گردد. در بسیاری از خطوط صنعتی از فلاکسهای کلریدی یا فلوئوریدی برای کاهش اکسیداسیون و افزایش پایداری سطح مذاب استفاده میشود. همچنین استفاده از گازهای بیاثر مانند نیتروژن روی سطح مذاب، یکی از روشهای مؤثر برای کاهش سربارهسازی و جلوگیری از تشکیل لایههای ناپایدار اکسیدی است. رطوبت نیز از عوامل خطرناک در ذوب سرب است؛ زیرا با تماس بخار آب و سرب مذاب، هیدروژن تولید میشود و خطر ایجاد حفرههای گازی در ساختار افزایش مییابد.
در این روش لازم است مذاب در محدوده دمایی ۳۶۰ تا ۳۸۵ درجه سانتیگراد ریخته شود، زیرا در این بازه سیالیت مطلوب و کمترین نرخ اکسیداسیون سطحی حاصل میشود و ریختهگری بدون ورود سرباره و آخال انجام خواهد شد. رفتار مذاب سرب در مرحله ریختهگری قالبی نقش تعیینکنندهای در کیفیت آند دارد. سرب در دمای بالاتر از ۴۰۰ درجه سانتیگراد بهسرعت اکسید شده و لایههای PbO تشکیل میدهد که در صورت ورود به قالب موجب آخالهای ریز، تخلخل داخلی و ترکهای انجمادی میشود. همچنین ویسکوزیته پایین مذاب باعث میشود که هرگونه تلاطم سطحی، سرباره را وارد جریان مذاب کرده و ساختار را ناپایدار کند. از آنجا که سرب انرژی آزاد سطحی بالایی دارد، حتی آشفتگیهای بسیار کوچک نیز میتوانند باعث جدا شدن لایههای اکسیدی و ورود آنها به مذاب شوند؛ این آخالها معمولاً در مرز دانهها تجمع یافته و مقاومت خوردگی را بهشدت کاهش میدهند. به همین دلیل بارریزی باید آرام و کاملاً بدون آشفتگی انجام شود تا پوسته اولیه سالم تشکیل شود و انجماد در عمق قطعه یکنواخت باقی بماند.
در کنار این روش، بسیاری از کارخانههای مدرن از ریختهگری پیوسته استفاده میکنند؛ روشی که در آن مذاب سرب بهطور مداوم وارد قالبی با خنککاری دقیق میشود و ورقی یکنواخت و یکپارچه تولید میگردد. یکنواختی دمایی و سرعت ثابت انجماد در این روش باعث میشود آندهای تولیدشده دانهبندی ریزتر، جدایش آلیاژی کمتر و پایداری الکتروشیمیایی بالاتری داشته باشند. در آلیاژهای Pb–Ag به دلیل قابلیت انحلال نقره در سرب و تأثیر آن بر رشد دانهها، ریختهگری پیوسته معمولاً نتایج بسیار مطلوبی ارائه میدهد. اما آلیاژهایی مانند Pb–Ca–Sn به دلیل حساسیت زیاد به اکسیداسیون، نیازمند کنترل دقیقتر دمای مذاب و سطح تماس با اکسیژن هستند. آندهایی که با ریختهگری پیوسته تولید میشوند معمولاً عمر بیشتری دارند و در مرحله نورد نیز بازده بهتری از خود نشان میدهند، زیرا ورق اولیه دارای ریزساختار همگنتری است. در این روش دمای مذاب در یک محدوده بسیار باریک کنترل میشود و بهدلیل پیوستگی جریان، امکان ورود سرباره و نوسانات حرارتی در کمترین میزان قرار دارد.
برای تولید آندهایی با ضخامت زیاد یا الزامات ویژه، از ریختهگری نیمهپیوسته و قالبهایی با خنککاری کنترلشده استفاده میشود. این قالبها امکان تنظیم دقیق انتقال حرارت را فراهم کرده و موجب محدود شدن رشد دانههای ستونی و شکلگیری ساختار هممحور ریز میشوند؛ ساختاری که برای توزیع یکنواخت جریان در فرآیند الکترولیز ضروری است. در آندهای ضخیم، هرگونه ناهمگنی در دانهبندی در مرکز آند میتواند موجب تمرکز جریان الکتریکی در نواحی خاص شده و زمینه تشکیل پدیدههایی مانند شاخهزایی الکتریکی در لایه اکسیدی آند (Treeing) ، انحلال گزینشی و خوردگی موضعی را فراهم کند. همگنی و هممحور بودن دانهها در مرکز آند نقش مهمی در چسبندگی و رشد همگن لایه PbO₂ دارد. در این قالبها، نرخ سردشدن در بخشهای مختلف بهطور مهندسیشده تنظیم میشود تا از تشکیل دانههای درشت مرکزی جلوگیری شود، مشکلی که معمولاً در آندهای ضخیم بهوجود میآید.
در منابع علمی معتبر همچون Handbook of Extractive Metallurgy و گزارشهای ILZRO تأکید شده است که کوچکترین انحراف در دمای مذاب، آرامریزی یا نرخ سرد شدن میتواند منجر به نقصهای جدی در آند شود. سرباره PbO در صورت ورود به مذاب در حین ریختن، در مرز دانهها تجمع یافته و سبب ترکخوردگی و تشدید انحلال گزینشی میشود که باعث کاهش چشمگیر عمر آند میشود. به همین دلیل توصیه شده است سطح مذاب حین ریختهگری کاملاً آرام باشد و سربارهبرداری با حداقل تلاطم انجام شود. ILZRO اشاره میکند که بیش از 60% عیوب عملکردی آندهای Pb–Ag ناشی از آخالهای اکسیدی باقیمانده از مرحله سربارهبرداری نامناسب است. وجود این آخال های اکسیدی نه تنها ساختار را تضعیف بلکه باعث کاهش قابل توجه چسبندگی لایه PbO2 در هنگام الکترولیز میشوند که این موضوع مستقیما راندمان سلول را کاهش می دهد. همچنین هر آلیاژ سربی مثلاً Pb–Ag یا Pb–Ca–Sn حساسیت حرارتی متفاوتی دارد و باید دمای ریختهگری برای هرکدام دقیق تنظیم شود تا اکسیدهای سطحی یا جدایش آلیاژی ایجاد نشود. مک انقباضی، آخالهای PbO، تخلخل گازی ناشی از رطوبت، ترکهای حرارتی در اثر سردشدن سریع و پوستهپوسته شدن سطحی از مهمترین عیوبی هستند که در ریختهگری آند سربی رخ میدهند. هر یک از این عیوب مستقیماً بر رفتار الکتروشیمیایی و طول عمر آند تأثیر میگذارند.
مقالات منتشرشده در حوزه هیدرومتالورژی و الکتروشیمی نشان میدهند که اگر قالب بیش از حد سرد باشد، در سطح آند پوستهای شکننده تشکیل میشود و اگر نرخ سرد شدن بیش از حد پایین باشد، در مرکز آند دانههای درشت تشکیل میشود که در جریان الکتریکی بالا دچار انحلال گزینشی میشوند. این رفتار دقیقاً یکی از دلایل کاهش راندمان سلولهای الکترولیز در بسیاری از کارخانههاست. همچنین بسیاری از تحقیقات نیز نشان میدهد که ریختهگری پیوسته در مقایسه با ریختهگری سنتی، دانهبندی بسیار یکنواختتری ایجاد میکند و به همین دلیل در خطوط تولید با حجم بالا ترجیح داده میشود.
استاندارد ASTM B785 نیز بر ضرورت بارریزی آرام، ثابتبودن جریان مذاب، پیشگرم بودن قالب و جهت صحیح انجماد تأکید کرده است. در این استاندارد توصیه شده است انجماد از دو سطح اصلی آند به سمت مرکز صورت گیرد تا ساختاری با دانههای هممحور ریز بهدست آید؛ ساختاری که پایداری الکتروشیمیایی بالایی دارد. این استاندارد همچنین هشدار میدهد که وجود حتی لایههای بسیار نازک اکسیدی در سطح مذاب میتواند باعث ایجاد ناپیوستگیهای درونی و کاهش چسبندگی لایه PbO₂ در حین الکترولیز شود.
در جمعبندی، تقریباً تمام منابع صنعتی و علمی همنظرند که تولید آند سربی تنها زمانی موفقیتآمیز است که ریختهگری با دمای کنترلشده، آرامریزی، طراحی دقیق قالب و نرخ سرد شدن یکنواخت انجام شود. آندی که در مرحله ریختهگری ساختار ریزدانه و همگن بهدست آورد، در محیط اسیدی سلولهای الکترولیز مقاومتر، بادوامتر و دارای راندمان بالاتر خواهد بود. از این رو انتخاب روش ریختهگری چه قالب فلزی، چه پیوسته یا نیمهپیوسته یک تصمیم کلیدی و استراتژیک در کیفیت نهایی آند محسوب میشود. به بیان دیگر، کنترل رفتار مذاب سرب و طراحی صحیح قالب نهتنها یک عملیات فنی، بلکه یک الزام متالورژیکی برای تضمین طول عمر و پایداری آند در فرآیندهای صنعتی است.
عملیات های پس از ریخته گری
تولید آندهای سربی صنعتی، تنها به مرحله ریختهگری محدود نمیشود؛ بلکه کیفیت نهایی آند تا حد زیادی به فرآیندهای دقیقی بستگی دارد که پس از خروج قطعه از قالب انجام میشوند. در واقع، بسیاری از ویژگیهایی که عملکرد آند را در سلولهای الکترولیز تعیین میکنند از جمله پایداری مکانیکی، یکنواختی ریزساختار، مقاومت در برابر خوردگی و طول عمر در مجموعه عملیاتی شکل میگیرند که بهعنوان توالی عملیاتهای پس از ریختهگری شناخته میشوند.
این توالی مجموعهای از فرآیندهای مهندسیشده است که از لحظه خروج آند داغ از قالب آغاز شده و تا تحویل ورق نهایی به واحد نورد یا آمادهسازی برای الکترولیز ادامه مییابد. کارخانههای بزرگ دنیا مانند Nyrstar، Glencore،Korea Zinc و Boliden این مرحله را «هسته اصلی کنترل کیفیت» میدانند؛ چرا که کوچکترین بیدقتی در همین ابتدا میتواند باعث ایجاد عیوبی شود که حتی با پیشرفتهترین عملیات نورد، تنشزدایی یا صافکاری نیز قابل جبران نخواهد بود.
۱. مرحله مقدماتی
مرحله مقدماتی پس از ریختهگری آندهای سربی یکی از حیاتیترین بخشهای فرآیند تولید این الکترودها در صنایع الکترولیز و هیدرومتالورژی به شمار میرود. در حالی که توجه بسیاری از مهندسان متوجه مراحل اصلی نظیر نورد گرم، نورد سرد یا تنشزدایی است، واقعیت صنعتی و علمی این است که کیفیت نهایی آند تا حد قابلتوجهی به نحوه مدیریت و کنترل این مرحله نخست وابسته است. خروج آند از قالب، آغاز مجموعهای پیچیده از پدیدههای حرارتی، متالورژیکی و شیمیایی است که اگر بهدرستی کنترل نشوند، عیوبی ایجاد میکنند که حتی با عملیاتهای پیشرفته بعدی نیز قابل جبران نیستند. شرکتهای بزرگ تولیدکننده آند مانند Nyrstar، Glencore، Boliden،Korea Zinc و Hindustan Zinc نیز همگی در استانداردهای تولیدی خود تأکید کردهاند که کلید کیفیت بالای آند، نهتنها در طراحی قالب و فرایند ریختهگری، بلکه در نحوه اجرای مرحله مقدماتی است.
هنگامی که آند سربی از قالب خارج میشود، هنوز بخشهایی از مذاب در مجاورت مرکز قطعه یا گوشهها در حال انجماد هستند. این مرحله، که از آن با عنوان انجماد نهایی یاد میشود، تعیینکننده توزیع تنشهای پسماند و الگوی انقباض قطعه است. اگر سرعت سرد شدن در این لحظه زیاد باشد، تنشهای حرارتی به سرعت افزایش یافته و ترکهای انجمادی اولیه تشکیل میشوند. شرکت Glencore در گزارش فرایندی خود اشاره میکند که ترکهای ریز ایجادشده در این مرحله، در ادامه و طی نورد سرد گسترش یافته و موجب کاهش شدید عمر الکتروشیمیایی آند در سلولهای روی میشوند. در مقابل، اگر قطعه بیش از حد دیر خنک شود، جدایش آلیاژی در آندهای Pb–Ca–Sn تشدید شده و ذرات CaO و SnO₂ در مرز دانهها رسوب میکنند، که این موضوع باعث ترد شدن ساختار میشود. بنابراین، سرمایش کنترلشده و یکنواخت نخستین شرط کیفیت آند محسوب میشود.
بهمحض خروج آند از قالب، سطح داغ آن در تماس با اکسیژن محیط به سرعت لایهای از اکسیدهای سربی شامل PbO و PbO₂ تشکیل میدهد. این لایه نازک اگرچه ظاهراً ثابت بهنظر میرسد، اما در صورت ضخیمشدن یا ورود ذرات سرباره به ساختار داخلی، میتواند مانع چسبندگی یکنواخت لایه PbO₂ در فرآیند الکترولیز شود. گزارشهای ILZRO نشان میدهد که بسیاری از آندهایی که در سلول دچار پوستهپوسته شدن، شکست یا رشد ناهماهنگ لایه فعال میشوند، در همین مرحله مقدماتی دارای آخالهای سطحی یا سربارههای مدفون بودهاند. از این رو حذف سرباره سطحی بهوسیله ابزارهای مکانیکی سبک، برسهای صنعتی یا در برخی خطوط مدرن به کمک هوای فشرده، بخش مهمی از کنترل کیفیت اولیه است. این عملیات باید کاملاً آرام انجام شود، زیرا هر نوع خراش یا آشفتگی سطحی میتواند در مرحله نورد گرم بهصورت یک لایه نامنظم دربیاید و ساختار نهایی را تحت تأثیر قرار دهد.
پس از حذف سرباره، قطعه باید از نظر ظاهری و ابعادی مورد بازرسی قرار گیرد. این بازرسی شامل تشخیص ترکهای انجمادی، مکهای سطحی، تاب اولیه، و کنترل حدود اولیه ضخامت است. در کارخانههایی مانند Nyrstar و Boliden، قطعاتی که دارای تاب بیش از حد یا ترکهای ممتد باشند مستقیماً برای ذوب مجدد برمیگردند و به خط نورد وارد نمیشوند، زیرا ادامه کار روی چنین قطعاتی منجر به هدررفت انرژی، آسیب تجهیزات و تولید آندهای غیراستاندارد خواهد شد. همچنین در همین مرحله، اصلاح اولیه شکل (Pre-straightening) انجام میشود تا تابهای بزرگ و تغییرشکلهای اولیه که ناشی از انقباض نامتقارن هستند برطرف شود. این اصلاح اولیه با صافکاری اصلی تفاوت دارد؛ هدف آن فقط این است که قطعه بدون تنش نقطهای وارد غلتکهای نورد گرم شود.
در مرحله مقدماتی همچنین زوائد ریختهگری شامل راهگاه، تغذیه و فلاشهای جانبی از آند جدا میشود. این فرآیند توسط ارههای صنعتی، گیوتین یا فرزهای سبک انجام میشود. شرکت Korea Zinc در مستندات فنی خود تأکید میکند که باقیماندن زوائد ریختهگری موجب ایجاد تمرکز تنش در نورد و افزایش خطر ترک در لبهها میشود. برش این زوائد همچنین به ایجاد توزیع نیرو یکنواخت در حین نورد کمک میکند و از سایش غلتکها جلوگیری میکند. حذف زوائد ریختهگری همچنین برای دستیابی به سطح اولیه نسبتاً صاف ضروری است تا تماس کامل با غلتکها برقرار شود.
نقش مرحله مقدماتی تنها آمادهسازی مکانیکی نیست؛ بلکه پایهگذاری کیفیت ریزساختاری آند نیز در همین مرحله انجام میشود. اگر قطعه در لحظات پس از خروج از قالب در معرض جریان هوای سرد یا محیط غیرکنترلشده قرار گیرد، تنشهای پسماند ناشی از انقباض ناهمگون ایجاد میشود. این تنشها در ادامه میتوانند باعث ایجاد موج (waving)، خمشدگی (bending) و در موارد شدیدتر ترک در مراحل نورد شوند. همچنین وجود آخالهای اکسیدی باقیمانده از سربارهبرداری ناقص، در نورد گرم خرد شده و در مرز دانهها توزیع میشوند، که این موضوع رفتار الکتروشیمیایی آند را بهشدت کاهش میدهد.ILZRO هشدار داده است که آخالهای PbO موجود در ساختار اولیه آند، در سلول الکترولیز بهعنوان مراکز انحلال گزینشی عمل کرده و منجر به رشد نامنظم لایه فعال PbO₂ و کاهش عمر آند میشوند.
در مجموع، مرحله مقدماتی پس از ریختهگری یک مرحله ساده یا تشریفاتی نیست، بلکه زیربنای اصلی کیفیت و عملکرد آند در مراحل بعدی است. سردکردن کنترلشده، حذف سرباره، بازرسی ابعادی و ظاهری، اصلاح شکل اولیه و برش زوائد، مجموعه عملیاتی هستند که اگر با دقت و استاندارد انجام شوند، مسیر تولید آندی با ریزساختار یکنواخت، رفتار الکتروشیمیایی پایدار و طول عمر بالا را هموار میکنند. تمامی کارخانههای بزرگ تولید آند سربی در جهان این مرحله را بهعنوان اولین و مهمترین گام تضمین کیفیت (QC) در نظر میگیرند و تجربه صنعتی دههها تولید نشان داده است که هرگونه بیتوجهی به این مرحله، مشکلاتی ایجاد میکند که در هیچیک از مراحل بعدی قابل جبران نیست.
۲. نورد گرم
مرحله نورد گرم یکی از مهمترین و تعیینکنندهترین فرآیندهای تولید آندهای سربی در صنایع استخراج و الکترولیز فلزات است. پس از اینکه آند سربی از قالب خارج شده و عملیات مقدماتی مانند حذف سرباره، اصلاح شکل اولیه و برش زوائد انجام شد، قطعه وارد مرحلهای میشود که در آن ساختار ریختهگری به یک ساختار مهندسیشده، یکنواخت و قابلاعتماد تبدیل میشود. در کارخانههای بزرگ، نورد گرم بهعنوان “مرحله شکلدهی اصلی” شناخته میشود.
در حالت ریختهگری، آند سربی دارای دانههای ستونی و درشت، انقباضهای موضعی، آخالهای احتمالی PbO و تنشهای پسماند است. چنین ساختاری برای نورد سرد مناسب نیست و اگر مستقیماً به عملیات سرد منتقل شود، قطعه دچار ترکخوردگی، موجدار شدن یا شکست لبهها میشود. نورد گرم با اعمال فشار در دمای بالا، این ناپیوستگیها را بهصورت مؤثر اصلاح میکند. سرب در حالت گرم بسیار نرم و انعطافپذیر است و تحت فشار غلتکها دانههای ستونی آن شکسته شده و ساختاری هممحورتر و ریزتر ایجاد میشود. این تغییر ریزساختاری، یکی از کلیدیترین عوامل در عملکرد الکتروشیمیایی آند است، زیرا یکنواختی دانهها مستقیماً با رشد پایدار لایه PbO₂ در الکترولیز مرتبط است.
در صنعت، نورد گرم معمولاً در دماهای حدود 80 تا 150 درجه سانتیگراد انجام میشود. دلیل انتخاب این محدوده حرارتی نیز تجربی است: سرب بهگونهای رفتار میکند که اگر بیش از حد سرد باشد، در حین نورد ترک میخورد و اگر بیش از حد گرم باشد، چسبندگی آن به غلتک افزایش یافته و شکلدهی آن غیرقابل کنترل میشود. بر اساس تجربه شرکت Boliden ، استفاده از دمای نه خیلی بالا و نه خیلی پایین باعث میشود که سرب بدون ایجاد لایههای جداشونده سطحی، بهصورت پایدار از بین غلتکها عبور کند و ضخامت آن بدون پیچیدگی کاهش یابد.
یکی از مهمترین اهداف نورد گرم، یکنواختسازی ضخامت و حذف عیوب ریختهگری است. زوائد کوچک ریختهگری، مکهای سطحی کمعمق و ناهمواریهای ناشی از تغییرات انجماد، در این مرحله از بین میروند. همچنین اگر در ساختار آند جدایشهای جزئی آلیاژی وجود داشته باشد بهخصوص در آلیاژهای Pb–Ca–Snنورد گرم این جدایشها را پخش کرده و ساختار را بهبود میبخشد. در چندین مطالعه اشاره شده است که آندهایی که نورد گرم مناسبی نداشتهاند، در سلولهای روی رفتار خوردگی ناهمگن نشان میدهند و زودتر از موعد دچار انحلال موضعی میشوند.
در خطوط تولید مدرن، نورد گرم معمولاً در چند پاس متوالی انجام میشود. هر پاس حدود 10 تا 30 درصد کاهش ضخامت ایجاد میکند و بین پاسها کنترل دما اهمیت زیادی دارد. شرکت Nyrstar در دستورالعمل داخلی خود تأکید کرده است که فاصله زمانی بین پاسها نباید زیاد باشد، زیرا سرد شدن بیش از حد آند باعث شکنندگی آن در پاس بعدی میشود. در برخی کارخانهها از پیشگرمکن (Preheater) مخصوص استفاده میشود تا قطعه قبل از ورود به هر پاس دوم یا سوم مجدداً به دمای مناسب برسد.
یکی از نکات مهم صنعتی در این مرحله، تمیزی سطح غلتکها است. ذرات PbO یا سرب جامد اگر روی غلتک باقی بمانند، در پاسهای بعدی باعث ایجاد خطوط طولی روی آند میشوند. این خطوط در ظاهر مشکلی ایجاد نمیکنند اما در مرحله الکترولیز، موجب تمرکز جریان و رشد ناهماهنگ PbO₂ خواهند شد. به همین دلیل اکثر کارخانهها پس از هر چند ده قطعه یکبار، غلتکها را با برسهای صنعتی یا پارچههای مخصوص فلزی تمیز میکنند.
از نظر ایمنی، نورد گرم یکی از خطرناکترین بخشهای کار با سرب است. تماس مستقیم پوستههای اکسیدی ریز با هوا یا برخورد آنها با غلتکها میتواند منجر به آزاد شدن ذرات سرب قابل استنشاق شود. کارخانهها در خطوط خود از سیستمهای مکش و فیلتر غبار بسیار قوی استفاده میکنند تا همین خطرات را کنترل کنند.
در پایان نورد گرم، آند به ضخامت کمتر اما ساختاری یکنواختتر و پایدارتر میرسد؛ ساختاری که برای نورد سرد آماده است. قطعه در این مرحله معمولاً هنوز کمی گرم است و ریزساختار آن از حالت ستونی ریختهگری به ریزساختار هممحور تبدیل شده است. این تفاوت ریزساختار، اساس عملکرد بهتر آند در طول عمر عملیاتی آن است. تحقیقات ILZRO نشان میدهد آندهایی که در نورد گرم دچار نوسان دما، کاهش بیش از حد یا تماس با غلتکهای آلوده شدهاند، حتی با عملیات نورد سرد و تنشزدایی بعدی نیز به کیفیت استاندارد نمیرسند.
۳. نورد سرد
پس از اجرای موفق مرحله نورد گرم، که در آن ساختار ریختهگری، یکدست شده و ضخامت اولیه آند به سطح قابل کنترل کاهش یافته است، قطعه وارد مرحله نورد سرد میشود. نورد سرد در مقایسه با نورد گرم ماهیتی دقیقتر، کنترلشدهتر و حساستر دارد و نقش آن بیشتر در بهینهسازی ابعاد، بهبود سطح، افزایش استحکام و آمادهسازی نهایی ساختار برای عملیات بعدی است.
در صنعت، نورد سرد بهعنوان مرحلهای شناخته میشود که آند را از حالت نیمهخام پس از نورد گرم، به صفحهای با ضخامت یکنواخت و سطح صاف تبدیل میکند. از آنجا که سرب در دمای محیط نیز رفتاری نرم دارد، اعمال کاهش ضخامت در نورد سرد بدون نیاز به دماهای بالا امکانپذیر است. با این حال، این نرمی یک چالش مهم نیز ایجاد میکند: اگر فشار بیش از حد یا ناهمگون به آند وارد شود، ورق دچار موجدارشدن، یا پیچش میشود. به همین دلیل کارخانههای بزرگ، کنترل نیروی نورد و تنظیم دقیق غلتکها را مهمترین فاکتور کیفیت در این مرحله میدانند.
هدف اصلی نورد سرد در آندهای سربی تولید ضخامت نهایی مطابق استاندارد و ایجاد سطحی هموار است. در حالی که نورد گرم ساختار متالورژیکی را یکنواخت کرده، نورد سرد با ایجاد تغییر شکل پلاستیک کنترلشده، دانهها را به صورت جهتدار کشیده و استحکام آند را افزایش میدهد. این افزایش استحکام برای جلوگیری از خمشدگی آند در سلول الکترولیز ضروری است، زیرا آند پس از نصب تحت وزن خود و تغییرات حرارتی ممکن است تغییر شکل دهد. کارخانه Korea Zinc در گزارش فنی خود اشاره کرده است که آندهایی با نورد سرد ناکافی یا نامناسب در حین کار «خمافتادگی تدریجی» پیدا میکنند و فاصله آند/کاتد در سلول را تغییر میدهند که این موضوع مستقیماً باعث افت راندمان میشود.
یکی از نکات کلیدی در نورد سرد، کنترل ضخامت در طول و عرض آند است. برخلاف نورد گرم که تغییر ضخامت در پاسهای بزرگ انجام میشود، نورد سرد شامل چند پاس با کاهشهای کم (معمولاً کمتر از ۵ تا ۱۰ درصد در هر پاس) است. این کنترل دقیق باعث میشود آند از نظر ابعادی به استانداردهای سختگیرانه ASTM نزدیک شود. در یکی از گزارشهای عملیاتی متعلق به شرکت Glencore خود اشاره کرده است که کنترل ضخامت یکنواخت مهمترین عامل در پیشگیری از رشد غیر یکنواخت لایه PbO₂ در الکترولیز است.
کیفیت سطح در نورد سرد اهمیت بسیار زیادی دارد. غلتکهای این بخش معمولاً صیقلخورده، فاقد خش و از فولادهای آلیاژی مقاوم به سایش هستند. وجود هرگونه خراش یا خوردگی بر سطح غلتک در نورد سرد، خطوط طولی یا عرضی روی آند ایجاد میکند. این خطوط شاید در ظاهر کوچک باشند، اما در عملکرد آند در سلول الکترولیز تأثیر قابلتوجهی دارند؛ زیرا لایه PbO₂ تمایل دارد روی سطوح ناهموار به شکل ناهماهنگ رشد کند، که این موضوع باعث افزایش اختلاف پتانسیل، مصرف انرژی بیشتر و خوردگی موضعی میشود.
از دیگر ویژگیهای مهم نورد سرد، افزایش استحکام ساختاری است. سرب پس از نورد سرد دچار کرنش سختی میشود و دانههای کشیدهشده، چیدمان فشردهتری پیدا میکنند. این موضوع باعث کاهش تغییرشکل در حین سرویس و پایداری ابعادی بیشتر میشود. با این حال، اعمال کرنش در آند باعث ایجاد تنشهای پسماند میشود که اگر حذف نشوند، در مرحله الکترولیز سبب تابیدگی یا حتی تشکیل ترکهای ریز خواهند شد. به همین دلیل، کارخانههای بزرگ جهانی، بلافاصله پس از نورد سرد مرحله تنشزدایی حرارتی را اجرا میکنند تا انرژیهای ذخیرهشده در ساختار آزاد شود.
یکی از چالشهای رایج در نورد سرد تولید موجهای لبهای و اعوجاج است. این مشکلات زمانی رخ میدهد که غلتکها بهدرستی همراستا نباشند، ضخامت اولیه آند یکنواخت نیست یا کاهش ضخامت بیش از حد اعمال شده است. توصیه میشود که کاهش ضخامت در نورد سرد برای آلیاژ Pb–Ca–Sn بسیار محافظهکارانه باشد، زیرا این آلیاژ نسبت به تردی در نورد حساستر است. در مقابل، آلیاژهای Pb–Ag رفتار نرمتری دارند و قابلیت نورد سرد بیشتری از خود نشان میدهند.
از نظر ایمنی و محیطزیست، نورد سرد برخلاف نورد گرم نیاز به مدیریت حرارتی ندارد، اما انتشار ذرات ریز سرب ناشی از سایش سطحی در این مرحله مهم است. شرکت Boliden از سیستمهای مکش کمفشار در اطراف غلتکها استفاده میکند تا گرد و غبار سرب آزادشده را به دام اندازد.
در پایان مرحله نورد سرد، آند سربی به ضخامت نهایی مورد نیاز نزدیک شده و سطحی صاف، ساختاری مستحکم و ابعادی دقیق پیدا میکند. این شرایط، آند را برای مرحله بعدی یعنی تنشزدایی حرارتی آماده میکند. اگر نورد سرد با کیفیت بالا انجام شود، عملیات حرارتی بعدی بسیار مؤثرتر خواهد بود و آند در نهایت ساختاری پایدار و عملکردی قابلاتکا در سلول الکترولیز خواهد داشت.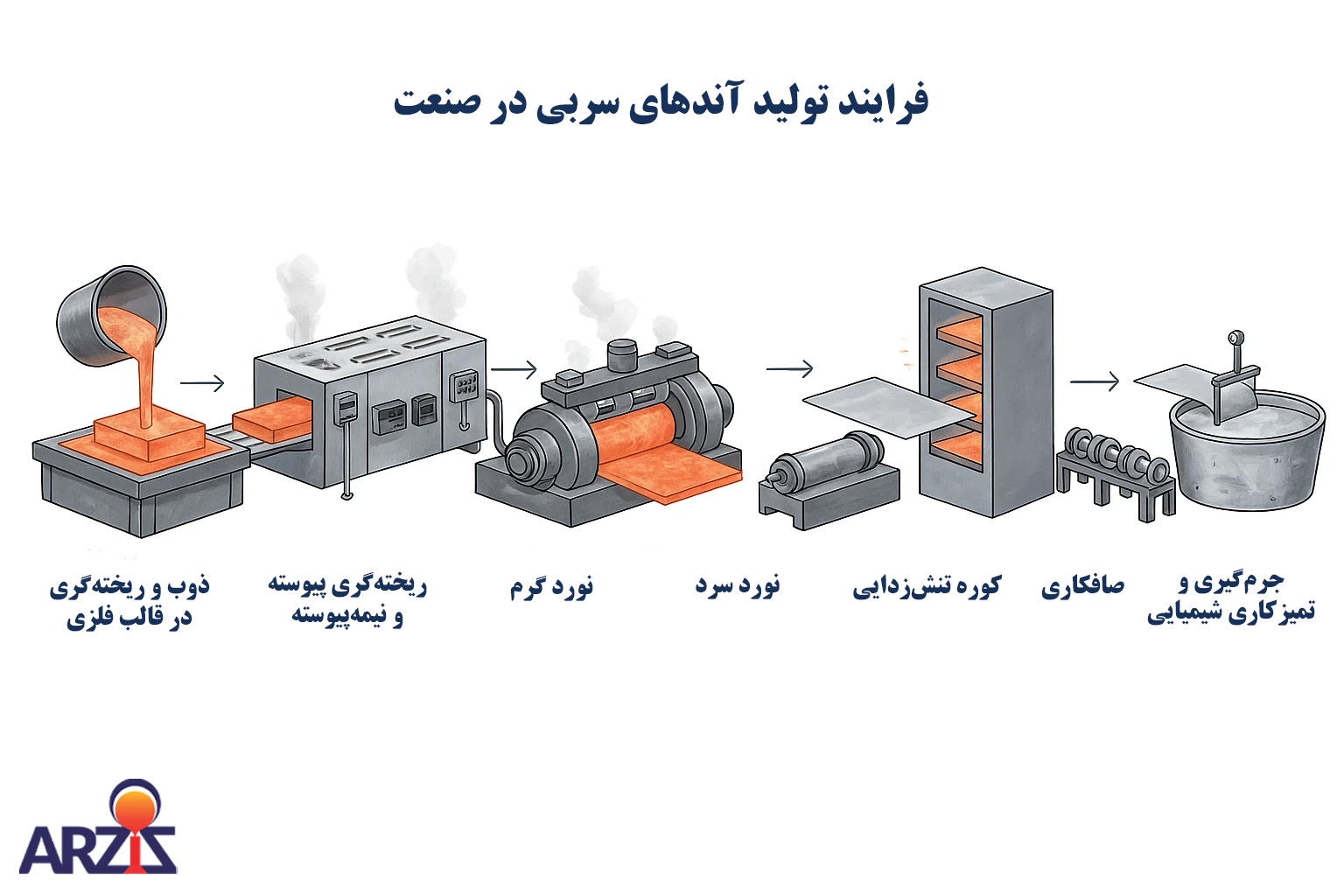
۴. عملیات حرارتی (تنش زدایی) و عملیات های حرارتی دیگر
پس از پایان مرحله نورد سرد، آند سربی وارد یکی از حساسترین و فنیترین مراحل تولید میشود: تنشزدایی حرارتی. این مرحله نقش تعیینکنندهای در پایداری مکانیکی و الکتروشیمیایی آند دارد. در فرآیند ریختهگری، نورد گرم و بهویژه نورد سرد، مقدار زیادی تنش پسماند، ناهمواری در جهتگیری دانهها و انرژی ذخیرهشده در ساختار فلز ایجاد میشود. اگر این تنشها آزاد نشوند، آند هنگام کار در سلول الکترولیز دچار تاببرداشتن، پیچش، خمشدگی حرارتی و حتی ترکهای ریز سطحی میشود. گزارشهای ILZRO تأکید میکنند که «بیش از نیمی از مشکلات عملکردی آندها در سلول، ریشه در تنشهای کنترلنشده نورد سرد دارند.» بنابراین مرحله تنشزدایی حرارتی، پلی است میان شکلدهی مکانیکی و عملکرد پایدار الکتروشیمیایی.
تنشزدایی حرارتی معمولاً در محدوده دمایی ۱۲۰ تا ۲۰۰ درجه سانتیگراد انجام میشود، دمایی که بر اساس رفتار آلیاژهای سربی، بهترین تعادل را میان کاهش تنش و حفظ چقرمگی فراهم میکند. در بسیاری از منابع اشاره شده است که در آلیاژهای Pb–Ca–Sn، دماهای بالاتر از ۲۰۰–۲۲۰ درجه میتواند رسوب فازهای بینفلزی سختشونده مانند CaSn₃ را تشدید کند و ساختار آند را ترد نماید. از سوی دیگر دماهای کمتر از ۱۰۰ درجه عملاً توان آزادسازی تنشهای پسماند را ندارند و ساختار آند همچنان ناپایدار میماند. به همین دلیل شرکتهای بزرگی مانند Glencore از بازه 140–180 درجه سانتیگراد استفاده میکنند که در آن انرژیهای ذخیرهشده آزاد شده ولی ساختار در معرض رسوبزایی ناخواسته قرار نمیگیرد.
یکی از عوامل مهم در این مرحله، نوع کوره و تکنولوژی حرارتدهی است. کورههایی که برای تنشزدایی آندهای سربی استفاده میشوند معمولاً از نوع کوره هوای گرم گردشدار (Forced Convection Furnaces) هستند. این کورهها با استفاده از دمندههای صنعتی، هوای گرم را با سرعت کنترلشده در اطراف ورقها میچرخانند تا دما در تمام نقاط آند یکسان باشد. یکپارچگی دما اهمیت حیاتی دارد، زیرا اگر یک سمت آند سریعتر گرم یا سرد شود، تنشهای جدیدی در همان لحظه ایجاد میشود و کل هدف عملیات حرارتی زیر سؤال میرود. در بسیاری از مستندات تولیدی گفته شده است که مهمترین عامل کیفیت در تنشزدایی، یکنواختی دمایی است، نه مقدار دما.
در برخی خطوط، از کورههای الکتریکی با المنتهای جانبی استفاده میشود که دقت دمایی بسیار بالا (±5ºC) دارند. این کورهها اغلب مجهز به سنسورهای حرارتی متعدد هستند تا نقاط داغ (Hot Spots) یا نواحی سرد (Cold Regions) را حذف کنند. برای آندهای ضخیمتر، کورههای دو منطقهای (Two-Zone Furnaces) استفاده میشود که امکان اعمال دماهای متفاوت در نقاط مختلف را فراهم میکنند و بهویژه در کارخانههایی مثل Boliden بسیار رایجاند.
در بعضی واحدهای تولیدی قدیمیتر، کورههای تابشی (Radiant Heating Furnaces) نیز بهکار میروند. این نوع کوره با تابش حرارت از دیوارهها عمل میکند، اما معمولاً برای آندهای سربی ایدهآل نیست، زیرا گرم شدن تابشی میتواند ناهمگن باشد و زوایای ورق سریعتر گرم شوند. تجربه ثابت کرده است که استفاده از کورههای تابشی بدون کنترل دقیق، موجب خمیدگی موضعی آند در مرحله بعدی میشود. به همین دلیل، کورههای گردشدار یا الکتریکی کنترلشده جایگزین آنها در واحدهای مدرن شدهاند.
افزون بر تنشزدایی استاندارد، برخی کارخانهها از روشهای حرارتی تکمیلی استفاده میکنند. یکی از این روشها، عملیات پیرسازی کوتاهمدت (Short Aging) در دمای 80 تا 110 درجه است. این عملیات بهویژه برای آلیاژهای Pb–Ca–Sn کاربرد دارد و هدف آن تثبیت رسوبات ریز اولیه است تا رفتار الکتروشیمیایی آند در شروع کار یکنواختتر باشد. البته تأکید بر این است که این عملیات باید با احتیاط و مدتزمان کوتاه انجام شود، زیرا پیرسازی بیش از حد باعث تشکیل فازهای سخت و ترد در ساختار میشود.
روش دیگری که در برخی کارخانهها دیده میشود، تنشزدایی دو مرحلهای (Two-Stage Annealing) است. در این روش، ابتدا آند به مدت کوتاهی در دمای 100–120درجه سانتیگراد قرار میگیرد تا تنشهای سطحی آزاد شود، سپس در مرحله دوم دمای 150–180 درجه اعمال میشود تا ساختار داخلی پایدار شود. این روش برای آندهای ضخیمتر یا آلیاژهای بسیار حساس پیشنهاد میشود و شرکت Korea Zinc از آن استفاده میکند.
یک عملیات حرارتی بسیار محدود اما موجود، یکنواختسازی (Homogenization) در دمای 200–240 است که برای آندهای Pb–Sb یا Pb–Sn کاربرد دارد. با این حال، این عملیات برای آندهای الکترولیزی (Pb–Ag یا Pb–Ca–Sn) توصیه نمیشود، زیرا سرب و آلیاژهای آن در این دما بهسرعت اکسید شده و ریسک تشکیل اکسیدهای ترد افزایش مییابد.
در پایان عملیات حرارتی، آند بهصورت کنترلشده سرد میشود. این سرد شدن نباید سریع باشد، زیرا شوک حرارتی میتواند تنشهای جدید ایجاد کند. کارخانه Glencore از روش «سرد شدن تدریجی در هوای ساکن» استفاده میکند که بهترین تعادل را میان سرعت و یکنواختی فراهم میآورد.
نتیجه این مرحله یک آند کاملاً پایدار، بدون تنش، با ساختار یکنواخت و آماده برای صافکاری نهایی است. تجربه صنعتی و گزارشهای دهها ساله ILZRO و ASM نشان دادهاند که آندهایی که تنشزدایی حرارتی مناسب دریافت کردهاند، در سلولهای صنعتی:
- تاب نمیخورند،
- فاصله آند/کاتد را ثابت نگه میدارند،
- لایه PbO₂ را یکنواخت و پایدار تشکیل میدهند،
- و عمر بسیار طولانیتری دارند.
به بیان دیگر، تنشزدایی حرارتی یکی از عوامل اصلی تضمین عملکرد آند در محیطهای خورنده و دمایی سلولهای الکترولیز است، و کیفیت این مرحله تفاوت میان یک آند معمولی و یک آند صنعتی با راندمان بالا را تعیین میکند.
۵. صافکاری (Straightening) آندهای سربی
پس از تکمیل عملیات تنشزدایی حرارتی، آند سربی وارد مرحله صافکاری (Straightening) شناخته میشود، زیرا یکنواختی شکل و تختی آند تأثیر مستقیم بر توزیع جریان، اختلاف پتانسیل سلول و راندمان انرژی دارد.
آندهای سربی حتی پس از تنشزدایی حرارتی ممکن است دچار تاب (Warping)، خمشدگی (Bending)، موجدار شدن (Waviness) یا پیچش لبهای (Edge Curling) باشند. این تغییر شکلها عمدتاً ناشی از انقباضهای غیر یکنواخت در مرحله ریختهگری، تنشهای پسماند حاصل از نورد و تفاوتهای دمایی در حین عملیات حرارتی هستند. اگر این تابها اصلاح نشوند، آند در سلول الکترولیز بهصورت ناهمسطح قرار میگیرد و فاصله آند/کاتد در نقاط مختلف تغییر میکند. نتیجه این وضعیت، افزایش مصرف انرژی، توزیع جریان نامتعادل و ایجاد نواحی خورنده در لایه PbO₂ خواهد بود.
در خطوط صنعتی، صافکاری به کمک پرسهای مکانیکی، غلتکهای صافکاری چندمرحلهای انجام میشود. کارخانههای پیشرفته از سیستمهای غلتکهای صافکاری دقیق (Precision Straightening Rolls) استفاده میکنند که در آن آند بین چند رول با فشار تنظیمشده هدایت میشود و تابهای موجی یا خمهای طولی بهصورت تدریجی اصلاح میشوند.
نکته بسیار مهم صنعتی این است که صافکاری باید پس از تنشزدایی انجام شود. اگر صافکاری بر روی آندی با تنش پسماند بالا انجام شود، قطعه پس از چند ساعت مجدداً به حالت اولیه برمیگردد؛ پدیدهای که در صنعت با عنوان Springback شناخته میشود. بنابراین عملیات حرارتی باید پیش از صافکاری انجام شده و ساختار کاملاً پایدار شده باشد.
نکته مهم دیگر کنترل کیفیت ابعادی است. کارخانههای مطرح از سنجههای لیزری تخت (Flatness Gauges) استفاده میکنند تا میزان تاب در بخشهای مختلف آند اندازهگیری شود و محصول نهایی مطابق استاندارد هندسی قابل استفاده در سلول باشد. این اندازهگیریها مشخص میکنند که حداکثر میزان انحراف مجاز معمولاً کمتر از ۱ تا ۲ میلیمتر در عرض آند است.
در نهایت، خروجی مرحله صافکاری باید یک آند کاملاً تخت، بدون خم و از نظر هندسی پایدار باشد. چنین آندی در سلول الکترولیز عملکرد بسیار بهتری دارد، توزیع جریان یکنواختتری ارائه میدهد، پوشش PbO₂ را با سرعت برابر رشد میدهد و افت ولتاژ کمتری را تجربه میکند. صافکاری مرحلهای است که ظاهر سادهای دارد، اما در واقع یکی از حیاتیترین عوامل تعیینکننده راندمان الکتروشیمیایی آند است.
۶. جرمگیری و تمیزکاری شیمیایی (Pickling) آندهای سربی
مرحله ششم، یعنی جرمگیری و تمیزکاری شیمیایی، آخرین مرحله قبل از تحویل آند به خط مونتاژ یا نصب در سلول الکترولیز است و در کارخانههای بزرگ دنیا بهعنوان مرحله «آمادهسازی نهایی» شناخته میشود. این مرحله برخلاف تصور اولیه، یک عملیات ساده سطحی نیست بلکه تأثیر عمیقی بر رفتار الکتروشیمیایی آند در سلول اسیدی دارد.ILZRO در گزارشهای فنی خود بارها تأکید کرده است که «جلوگیری از رشد ناهماهنگ PbO₂ در الکترولیز تنها زمانی امکانپذیر است که سطح آند قبل از نصب کاملاً پاکسازی و یکنواخت شده باشد«.
در طی ریختهگری، نورد، تنشزدایی و صافکاری، سطح آند ممکن است دارای لایههای اکسیدی، پوستههای PbO/PbO₂، آلودگیهای فلزی، ذرات ریز، اثرات سطحی حاصل از نورد و لکههای حرارتی شود. این لایهها مانع از تماس یکنواخت آند با محیط الکترولیت میشوند و باعث میگردند که لایه فعال PbO₂ بهصورت ناهمگن تشکیل شود. این ناهمگنی مستقیماً باعث افزایش افت ولتاژ، ایجاد خوردگی موضعی و کاهش عمر آند میگردد.
عملیات تمیزکاری معمولاً با استفاده از محلولهای رقیق اسیدی یا قلیایی انجام میشود. متداولترین روش صنعتی استفاده از محلولهای رقیق HCl یا NaOH است. این محلولها بهاندازهای رقیق هستند که فلز پایه را حل نکنند اما لایههای اکسیدی را بردارند.
در کارخانههای Boliden، آندها به مدت چند ثانیه تا چند دقیقه در وانهای Pickling قرار میگیرند و سپس با آب صنعتی شستشو داده میشوند. پس از شستشو، آند باید کاملاً خشک شود تا هیچ رطوبتی وارد سلول الکترولیز نشود، زیرا بخار آب در تماس با سرب میتواند هیدروژن تولید کند و ریسک تشکیل حبابهای گازی و تخلخل موضعی را افزایش دهد.
در برخی واحدهای بسیار پیشرفته، از Pickling دو مرحلهای استفاده میشود:
۱. پاکسازی قلیایی اولیه برای حذف چربیها و آلایندههای مکانیکی
۲. پاکسازی اسیدی نهایی برای حذف لایههای اکسیدی
این روش باعث میشود سطح آند از نظر شیمیایی یکنواختتر شود و لایه PbO₂ اولیه به شکلی پایدارتر رشد کند.
یک نکته مهم صنعتی این است که پس از Pickling نباید آند در تماس طولانیمدت با هوا قرار گیرد، زیرا مجدداً لایه نازکی از PbO تشکیل خواهد شد. در کارخانه Glencore، آندها بلافاصله پس از خشککردن به بخش نگهداری یا سلول ارسال میشوند تا از این اکسیداسیون مجدد جلوگیری شود.
نتیجه نهایی مرحله Pickling، آندی است با سطحی فعال، همگن، بدون آخال، بدون اکسید و آماده برای تشکیل یکنواخت لایه PbO₂. این مرحله کیفیت نهایی آند را بهطور مستقیم تعیین میکند و ضامن راندمان و طول عمر آن در سلولهای الکتروشیمیایی است.
نتیجهگیری نهایی
تولید آندهای سربی یک فرآیند کاملاً مهندسیشده است که از کنترل دقیق مذاب و ریختهگری آغاز میشود و با نورد، عملیات حرارتی، صافکاری و تمیزکاری شیمیایی تکمیل میگردد. هر مرحله برای دستیابی به آندی با ساختار پایدار، سطح یکنواخت، مقاومت بالا و طول عمر زیاد ضروری است. اجرای دقیق این مراحل باعث میشود آند در سلولهای الکترولیز عملکردی قابلاعتماد، مصرف انرژی کمتر و مقاومت بهتر در برابر خوردگی داشته باشد.